Für viele ist Leder nur ein Gebrauchsgegenstand der in fast allen Bereichen des täglichen Lebens eingesetzt wird. Neben dem Autopolster wird Leder noch am häufigsten im Taschen-, Bekleidung-, Schuh und im Möbelbereich eingesetzt. Tatsächlich aber wird jedem auffallen, das Leder doch noch eine weit aus größere Rolle im täglichen Leben spielt als man eigentlich glaubt.
Von der Geldbörse, Necessaire und Portefeuille, Aktenkoffer, Reisekoffer, Gürtel, Schuhe, Schuhsohlen und Stiefel, Bekleidung im modischen Sinn und für sportliche Aktivitäten, sowie für traditionelle Trachten, Handschuhe für Mode und Sport, Auto- und Möbelpolsterleder, Motorradbekleidung und Motorrad Accessoires, Buchbinder, Sattel, Berufstaschen, Orthopädie, Dichtungen, Transportbänder, Uhrenarmbänder, Jagd-, Hunde- und Reitsportartikel bis hin zu vielen Bereichen wo Leder als Applikation verwendet wird.
Nachdem man sich vor Augen gehalten hat, in welchen unterschiedlichen Anwendungsbereichen Leder verwendet wird, und welche unterschiedlichen Anforderungen ein Leder zu erfüllen hat, stellt man sich die Frage, was Leder eigentlich ist. Klar, Leder wird aus tierischer Haut gewonnen. Aber wie würde wohl die richtige Definition lauten. G. Moog vom Lederinstitut Gerberschule Reutlingen hat einmal folgende Definition für den Begriff Leder aufgestellt.
Leder ist:
Leder ist ein Flächenwerkstoff aus tierischer Haut, die durch chemische Behandlung und mechanische Bearbeitung unter Erhalt der natürlichen Faserstruktur gezielt neue Eigenschaften erhielt.Temperaturbeständigkeit
G. Moog
Fäulnisbeständigkeit
Bleibende Weichheit
Die vielen Anforderungen an das Produkt Leder könnte die natürliche lebende Haut nicht unbedingt erfüllen. Wenn man sich am Beispiel des Sohlenleder und des Handschuhleder die unterschiedlichen Gebrauchseigenschaften ansieht, wird schnell klar, daß ein Sohlenleder sehr dick und von harter standiger Natur sein muß, während ein Handschuhleder weich und geschmeidig, sowie dehnfähig sein muß.
Die Gerber, die das Abfallprodukt Haut der Fleischindustrie verwerten, müssen gezielt die Eigenschaften des herzustellenden Ledertyps einstellen. Wenn man sich vorstellen würde, daß kein Gerber mehr den minderwertigen Rest des Fleischviehs Haut zu hochwertigen Leder verarbeitet, wäre das Abfallprodukt Haut das weltweit größte Abfallproblem. Die Gerber verwerten und veredeln nicht nur das Abfallprodukt Haut, sondern Sie setzen sich auch aktiv für den Tierschutz und Tierpflege ein. Am Fleisch des Tieres erkennt man nicht unbedingt ob das Tier sauber und mit der nötigen Sorgfalt gehalten und gepflegt wurde.
Der Gerber aber sieht an der Haut des Tieres sofort Pflege und Behandlung. Er hat ein direktes und klares Interesse an einer guten gepflegten, schädlingsfreien und makellosen Haut, die er sonst nicht ausreichend veredeln und an die Lederverarbeiter veräußern könnte. Die Verwertung der tierischen Haut, und die Lösung des Abfallproblems der verderblichen Haut, beschäftigt die Menschheit schon seit vielen tausend Jahren. Der wahrscheinlich älteste Fund von Leder und einer Gerberei stammt aus Ägypten und ist ca. 7000 Jahre alt. Wahrscheinlich wurde aber die erste Verwertung von Haut zu Leder bereits vor ca. 300.000 Jahren durchgeführt. Noch vor der Erfindung des Feuers.
Generell ist es möglich fast jede Haut zu gerben, wobei hier in Europa vorwiegend die Häute von Rind, Kalb, Ziege und Schaf verarbeitet werden. Als Importware werden die bereits gegerbten Häute vom Schwein und Büffel sowie von nicht artgeschützten Exoten zur Endveredelung verwendet.
Gesalzene Rinderhäute im Lager

Wenn die Häute vom Schlachthof beim Gerber eintreffen, muß dieser die Rohhäute so schnell wie möglich bearbeiten, um die noch verderbliche und nicht konservierte Haut vor Fäulnis zu schützen. Um die rohen Häute lagerfähig zu machen kann man diese auch einsalzen. Der Gerber verwendet waschmaschinenartige rotierende Trommeln, bzw. Fässer oder bottichartige Haspeln für seine chemischen Naßprozesse.
Gerbfass mit Glasscheibe

Nach dem Waschen der Haut, der Weiche, wo Schmutz, Dung, Blut und evtl. Salz der Konservierung gelöst wird, werden die Haare im Äscher entfernt. Nach der Enthaarung muß das Unterhautbindegewebe (Fleisch und Fett) durch das Entfleischen mechanisch abgeschabt werden. Dickere Großviehhäute kann man horizontal in zwei Teile flächenmäßig spalten. So daß der obenliegende Teil der Haut, der Narbenspalt für hochwertige Leder, und der untere Fleischspalt für minderwertige Leder verwendet werden kann.
Die Dicke der Haut kann gemäß der zu produzierenden Lederart millimetergenau eingestellt werden. Weil im Äscher die Häute mit alkalischen Lösungen (z.B. Kalk) behandelt werden, folgt danach das Entkälken zur Entfernung der alkalischen Lösung. Zur Vorbereitung der Gerbung ist das Pickeln notwendig. Hier wird die Haut mit einer sauren Lösung auf die folgende Gerbung vorbereitet.
Die Gerbung wird üblicherweise mit mineralischen gerbfähigen Salzen oder mit pflanzlichen, vegetabilen Gerbstoffextrakten, z.B. bestimmten Akazien, durchgeführt. Der nächste Arbeitsschritt ist das Abwelken wobei dem nassen Leder ein Teil des Wassers abgepreßt wird, um das Falzen, zu ermöglichen. Das Falzen kommt einem Hobeln gleich, wobei das Leder beim falzen zehntelgenau in seiner Dicke eingestellt werden kann. Das anschließende Neutralisieren bereitet die Leder auf die weiteren Arbeitsschritte vor. Die Nachgerbung, Färbung und Fettung verleiht dem Leder die gewünschten Eigenschaften, wie z.B. das farbliche Aussehen und die Weichheit. Nach dem Trocknen kommt das Leder zum Stollen, wobei die angestrebte Weichheit mechanisch erreicht wird. Die nachfolgende Zurichtung beschreibt nur die Oberflächenbehandlung, bzw. Oberflächenveredelung, der Lederoberseite.
Mit Spritzmaschinen oder Druckmaschinen kann dem Leder eine Farbschicht und Schutzschicht gegen äußere Einflüsse appliziert werden. Das Bügeln am Ende erhöht den Glanz und glättet das Leder.
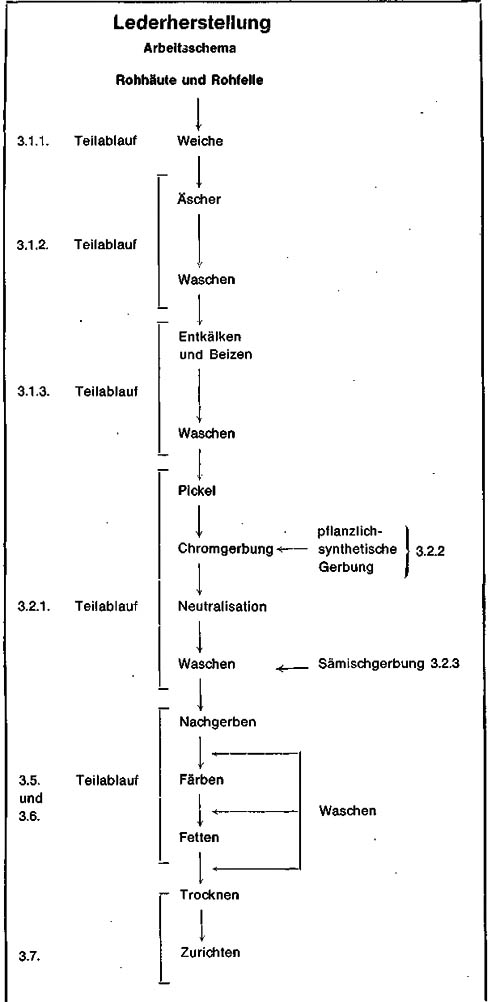
Schematische Darstellung der einzelnen Arbeitsschritte

Die Lederherstellung
Einleitung
Die Lederherstellung gehört zur Naturstoff verarbeitenden Industrie. Sie hat zwei entscheidende Aufgaben:
- Die tierische Haut vorzubereiten und zu enthaaren. Durch Gerben wird erreicht, dass sie im trockenen Zustand nicht bricht, im feuchten Zustand nicht fault und in der Hitze nicht verleimt.
- Mit der Zurichtung werden alle Eigenschaften und modischen Effekte aufs Leder gebracht, die der Markt jeweils verlangt.
Begriffsbestimmung
Leder wird hergestellt aus Häuten und Fellen, die von Haustieren und wildlebenden Tieren stammen. Durch Gerbung mit mineralischen, pflanzlichen und synthetischen Gerbstoffen sowie Fettgerbstoffen wird das lederbildende Eiweiß der tierischen Haut, das Kollagen, so verändert, dass es nicht mehr fäulnisfähig ist. Hier werden nur die chemischen Verfahrensschritte, die mit Wasser ablaufen, beschrieben.
Häute sind von Grossvieh, z. B. Kuh, Rind, Bulle, Ross.
Felle sind von Kleintieren, z. B. Kalb, Ziege, Zickel, Haarschaf, Schaf, Lamm.
Wildhäute stammen von in freier Wildbahn lebenden Grosstieren, z. B. Elefant, Nilpferd, Walross, Büffel usw.
Wildfelle stammen von den in freier Wildbahn lebenden Kleintieren, z. B. Antilope, Gämse, Reh, Hirsch, Wildkatzen usw.
Verfahrensbeschreibung
Weiche
Die Häute und Felle werden meist durch Salzen, seltener durch Trocknen (Felle) konserviert. Als erster Arbeitsgang erfolgt das Weichen dieser Rohware. Durch die Weiche wird der ursprüngliche Wassergehalt, der vor der Konservierung vorhanden war, wiederhergestellt. Gleichzeitig erfolgt eine Reinigung der Haut, indem Reste von Schmutz, Dung, Blut, Konservierungsmittel und lösliche Eiweißstoffe (Albumine, Globuline) entfernt werden.
Die Weiche wird oft zweistufig als Vor- und Hauptweiche durchgeführt.
Verwendete Gefäße: Haspel, Mischer oder Fässer.
Als Zusätze werden Alkali sowie Netzmittel verwandt.
Äscher
Von den geweichten Häuten werden die Haare und die äußerste Oberhaut entfernt. Gleichzeitig erfolgen Hautaufschluß und Quellung; diese sind je nach Rohware und herzustellenden Leder unterschiedlich intensiv.
An Chemikalien werden überwiegend eingesetzt: Kalk, Schwefelnatrium und Natriumsulfhydrat und Thioalkohole, die haarzerstörend wirken. Spezielle Hilfsstoffe können haarerhaltend wirken.
Verwendete Gefäße: Haspel, Mischer und Fässer.
Das Ergebnis ist die haarlose, aufgeschlossene Haut, die sogenannte Blöße.
Entkälkung und Beize
Die Blößen werden durch schwache Säuren oder sauer reagierende Salze aus dem stark alkalischen Bereich in den schwach alkalischen bzw. sauren Bereich übergeführt. Gleichzeitig werden unlösliche Kalksalze zu löslichen umgesetzt. Die Beize soll Epidermis-, Haar- und Pigmentreste entfernen und einen zusätzlichen Hautaufschluß bewirken. Außerdem werden nichtkollagene Eiweißbestandteile entfernt. Verwendete Gefäße: Haspel, Mischer oder Fässer.
Pickel
Zur Vorbereitung auf die mineralische Gerbung muss die Blöße stark sauer gestellt werden. Dies geschieht durch den Pickel, der eine Lösung aus Säure und Salz in Wasser ist. Die Säuren können anorganischer oder organischer Natur sein.
Verwendete Gefäße: Mischer oder Fässer.
Das Ergebnis sind Pickelblößen.
Gerbung - Mineralgerbung, insbesondere Chromgerbung
Durch Zugabe der gerbend wirkenden Salze von Chrom-III- erfolgt die „Mineralgerbung„; auch Salze von Aluminium oder Zirkon finden anteilig Einsatz. Nach einigen Stunden werden alkalisch reagierende Salze (hauptsächlich Soda) dem Gerbbad zur besseren Bindung der Gerbsalze an die Blöße und zur Auszehrung der Brühe zugesetzt (Basizitätserhöhung).
Verwendete Gefäße: Mischer, Fässer oder Gerbaggregate .
Das Ergebnis wird wet-blue-Leder (feucht-blau-Leder) genannt.
Pflanzliche und / oder synthetische Gerbung
Es wird unmittelbar nach der Entkälkung und Beize mit schwachen Brühen angegerbt und mit starken Brühen ausgegerbt. Synthetische Gerbstoffe entsprechen in ihrem Verhalten meist den pflanzlichen Gerbstoffen.
Diese Gerbung wird in Gruben, Mischern oder Fässern durchgeführt.
Trangerbung (Sämischgerbung)
Die entkälkten und gebeizten Blößen werden entweder sofort mit Tran behandelt oder es erfolgt zunächst eine Aldehydvorgerbung und dann die Trangerbung. Sie wird nur für bestimmte Lederarten angewandt, wobei vor allem Wild- und Schaffelle in Frage kommen.
Die Trangerbung wird im Warmluftfaß oder in der Hammerwalke durchgeführt.
Waschen
Die ungebundenen Gerbstoffteilchen und löslichen Salze werden aus dem Leder entfernt. Das Waschen erfolgt meist mit normalem Brauchwasser, im Falle der Sämischgerbung mit alkalischer Flotte (Soda).
Neutralisieren
Bei den mineralgegerbten Ledern muss der niedrige pH-Wert durch Entsäuerung mit alkalischen Mitteln oder Salzen organischer Säuren angehoben werden. Dabei wird die im Leder enthaltene restliche Säure neutralisiert und gleichzeitig die Bindung der Gerbstoffe verbessert.
Die Behandlung erfolgt in Mischern oder Fässern.
Hier beginnt auch die Verarbeitung der wet-blue-Leder.
Waschen
Nach der Neutralisation wird meist gewaschen, um die löslichen Neutralsalze zu entfernen.
Gefäße: Mischer oder Fässer.
Nachgerben, Färben und Fetten
erfolgen meist zusammen. Je nach Lederart werden mineralische, pflanzliche, synthetische und/oder Harzgerbstoffe nachgesetzt, um den Charakter des gewünschten Leders zu erhalten. Gleichzeitig wird mit Anilinfarbstoffen (meist anionischer Natur) der geforderte Farbton ausgefärbt.
Mit natürlichen und synthetischen Fettungsmitteln werden Elastizität und Weichheit des Leders erreicht.
Diese Nasszurichtung wird im Mischer oder in Fässern durchgeführt.
Waschen
Die ungebundenen Nachgerbstoffe, Farbstoffe, Fettstoffe und Salze werden ausgewaschen.
Trocknung
Die feuchten Leder werden als ausgestreckte, meist gespannte Flächen getrocknet; für Warmluft und Vakuumtrocknung werden spezielle Maschinen angeboten. Die in diesem Zustand gehandelte Ware heißt Borke - Leder oder Crust - Leder.
Zurichtung
Bei diesen Arbeitsgängen werden die Leder zu einem verkaufsfähigen Produkt gemacht, durch mechanische und chemische Behandlung sowie Beschichtung der Oberfläche.
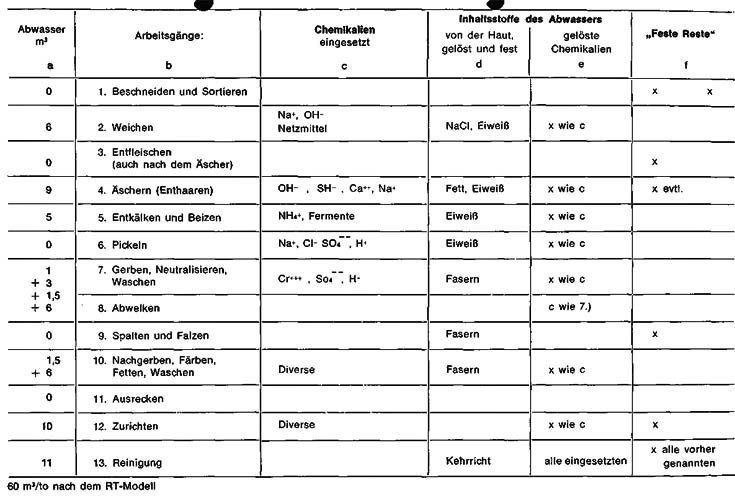
Charakterisierung des Abwassers
Wasserwerkstatt
(Die Angaben sind Erfahrungen der Westdeutschen Gerberschule Reutlingen für die Herstellung von Oberleder aus Rindhäuten.)
Weiche
Der Ablauf der Weiche fällt aus Schmutz- und Hauptweiche an und ist praktisch neutral; bei Zusatz von Anschärfmitteln kann er leicht sauer oder alkalisch reagieren.
Die Schmutzstoffe bestehen hauptsächlich aus Dung, geringen Mengen Blut, löslichen Eiweißstoffen und Konservierungssalz; die Konzentration ist abhängig von der Arbeitsweise (siehe Tabelle).
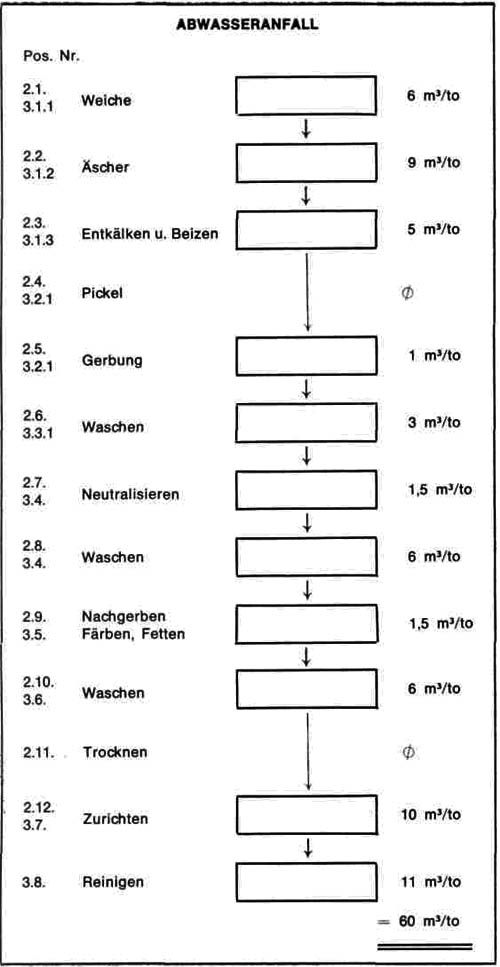
Der Wasserverbrauch liegt etwa bei 6 cbm/to eingearbeiteter Rohware.
Äscher
Der Ablauf des Äschers ist gekennzeichnet durch einen pH-Wert von 12 bis 13 und organische Inhaltsstoffe; sie bestehen praktisch aus Eiweißresten der Haare und der Haut, neben geringen Bestandteilen von emulgiertem Fett; eingesetzt werden meist Alkali, Kalk und Sulfide.
Die Konzentration ergibt einen hohen Sauerstoffbedarf (siehe Tabelle).
Der Wasserverbrauch liegt mit 2 maligem Spülen bei ca. 9 cbm/to Rohware.
Entkälkung und Beize
Die Abläufe haben einen pH-Wert zwischen 7 und 8. Die Inhaltsstoffe sind lösliche Kalksalze und lösliche Eiweißstoffe, sowie Pigmente. Die Konzentration schwankt (siehe Tabelle).
Mit den Spülwässern ergibt sich hier ein Wasserverbrauch, der bei 5 cbm/to Rohware liegt.
Gerbung
Pickel und Chromgerbung
Der Ablauf der Chromgerbung ist ein Gemisch aus Pickellösung und Chromrestbrühe, da in fast allen Fällen im Pickelbad gleichzeitig die Gerbung stattfindet.
Der pH-Wert liegt bei etwa 3.
Die Inhaltsstoffe sind Cr-III-Salze, neben Pickelsalz, Säure und Lederfasern. Die Konzentration schwankt nach Art des Verfahrens beachtlich; der Wasserverbrauch liegt bei etwa 1 cbm/to Rohware (siehe Anlage).
Die pflanzlich-synthetische Gerbung
Die Abläufe der pflanzlich-synthetischen Gerbung zeichnen sich durch einen pH-Wert aus, der zwischen 3 und 5 liegt. Die Stoffe sind pflanzliche und synthetische Gerbstoffe, die nicht gebunden werden; daneben sind Neutralsalze und Lederfasern enthalten (siehe Anlage).
Der Wasserverbrauch schwankt beträchtlich; er kann bei ca. 1,1 cbm/to Rohware liegen.
Trangerbung
Hier entsteht kein Abwasser; geringe Mengen Wasser in der Blöße verdunsten.
Waschen nach der Gerbung
Aus der Chromgerbung
Das Waschwasser enthält an typischen Stoffen ungebundenen Cr.-Ml-Gerbstoff und Neutralsalze. Der pH-Wert liegt bei ca. 4 bis 5, die Wassermenge bei ca. 3 cbm/to Rohware.
Pflanzliche Gerbung
Das Waschwasser enthält Reste von ungebundenem Gerbstoff; die Wassermenge ca. 3 cbm/to Rohware.
Trangerbung
Hier handelt es sich um eine alkalische Flotte (pH 10), die den oxydierten überschüssigen Tran emulgiert und aus dem Leder entfernt.
Neutralisation
Der Ablauf der Neutralisation hat einen pH-Wert, der je nach Lederart zwischen 4,5 bis 6 schwankt; die Inhaltsstoffe sind Neutralsalze und Reste an Cr-III-Salzen. Der Wasserverbrauch schwankt hier ebenfalls beträchtlich und liegt bei ca. 1,5 cbm/to Rohware.
Beim Waschen fallen 6 cbm/to an.
Nasszurichtung (Nachgerben, Färben, Fetten)
Die Abläufe der Nasszurichtung sind sehr unterschiedlich, und zwar je nachdem ob und welche Nachgerbung erfolgt. Zur Nachgerbung können Chrom-III-, Aluminium-, Zirkonsalze, pflanzliche, synthetische Gerbstoffe, Harzgerbstoffe und/oder Aldehyde eingesetzt werden. Außerdem erfolgen Färbung und Fettung. Daher erhalten diese Abläufe ungebundene Gerbstoffteilchen, Neutralsalze, Reste der eingesetzten Farbstoffe und Fettungsmittel. Der Wasserverbrauch schwankt um 1,5 cbm/to Rohware.
Waschen
Bei den Abläufen des Waschens nach der Nasszurichtung liegen die gleichen Stoffe vor, wie bei der Nasszurichtung selbst, nur in wesentlich geringerer Konzentration. Der pH-Wert liegt im sauren Bereich, und zwar zwischen 4 bis 4,5. Der Wasserverbrauch schwankt, da oft ein Zwischenspülen erfolgt; er liegt bei ca. 6 cbm/to Rohware.
Zurichtung
In der Zurichtung fallen etwa 10 cbm/to Abwasser an.
Reinigen
Für das Reinigen von Maschinen, Gefäßen und Einrichtungen wird eine zusätzliche Wassermenge gebraucht (siehe Tabelle).
In der Produktion erprobte Verfahren
Wasserverbrauch und Inhaltsstoffe
Der Wasserverbrauch hängt ab von der gefässmäßigen Einrichtung, dem Verfahren und dem Produkt der jeweiligen Lederfabrik; ein spezifischer Verbrauch in cbm/to Rohware kann nicht genannt werden. Die Inhaltsstoffe stammen aus der Rohware und den eingesetzten Hilfsstoffen und Chemikalien.
Für die Bearbeitung von einer Tonne Rohware bis einschließlich Nasszurichtung ergeben sich aus dem beschriebenen Beispiel für die Cr-III-Gerbung *» 33 cbm als Abläufe aus den Bädern, ohne das Wasser nach 3.7. und 3.8.
Wiederverwendung von Äscherbrühen
Viele Untersuchungen wurden in der letzten Zeit durchgeführt, um gebrauchte Äscherbrühen wieder einzusetzen. Es hat sich gezeigt, dass dieser Weg grundsätzlich geht, aber praktisch viele Unsicherheitsfaktoren besitzt. Die eingesetzten Chemikalien sind billig.
Wiederverwendung von Chromrestbrühen
Die Wiederverwendung von Chromrestbrühen in der nachfolgenden Partie ist erprobt. Ein anderes Verfahren geht über das Fällen und Auflösen von Cr-III-Hyroxid. Der pH-Wert liegt im sauren Bereich, und zwar zwischen 4 bis 4,5. Der Wasserverbrauch schwankt, da oft ein Zwischenspülen erfolgt; er liegt bei ca. 6 cbm/to Rohware.
Ableiten der verschmutzten Teil-Abläufe
Wegen der unterschiedlichen Inhaltsstoffe sollten alle Teilabläufe aus der Wasserwerkstatt und Gerbung sowie Nasszurichtung der Kläranlage möglichst gemischt zugeleitet werden; das ist einfach und deutlich am pH-Wert zu erkennen.
Abwasserreinigung
Bisherige Erfahrungen haben gezeigt, dass Gerbereiabwasser allein und mit anderen Abwässern gemischt, ohne spezifische Schwierigkeiten - gegebenenfalls nach Vorbehandlung - vollbiologisch gereinigt werden kann, wobei das Belebtschlammverfahren bisher am häufigsten angewandt wird.